









Liquid Homogenizer Mixer Tank Detergent Mixer Tank
$4,700.00 - $4,800.00
Min Order: 1 set
Barrel Volume (L): 600


DZJX 100L 1000L Chemical Fruit Juice Jacketed Liquid Formulation Mixing Tank Vacuum Emulsifying Mixer Shampoo Making Machine
$1,250.00 - $1,850.00
Min Order: 1 set


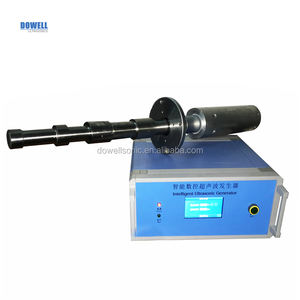
Multifunctional Ultrasonic Mushroom Extraction Equipment Mushroom Extraction Machine Ultrasonic Homogenizer
$5,700.00 - $5,950.00
Min Order: 1 set

Favorable 28khz 1000W Ultrasonic Processor System Ultrasonic Homogenizer
$1,500.00 - $1,680.00
Min Order: 1 case

DZJX Liquid Soap Detergent Stainless Steel Electric Heating Mixer Price Perfume Mixing Tank With Agitator
$1,988.00 - $2,888.00
Min Order: 1 piece
10l homogenizer pricehomogenizer cevacuum homogenizer manufacturersindustrial vacuum homogenizervacuum homogeniservacuum homogenizervacuum homogenizing machinevacuum homogenizing machinerylab homogenizer supplierhomogenizer labequipment for homohomogenizer supplierhomogenizer price supplierhomogenizerhomogenizer manufacturers

Laboratory Ultrasonic Mixer Sonicator Extraction Emulsifier Homogenizer
$1,500.00 - $1,680.00
Min Order: 1 case

China Manufacturer Price Milk Homogenizer / Good Quality High Pressure Homogenizer / Homogenizer
$1,859.00 - $2,419.00
Min Order: 1 set

Hot Sale 1000 Lph Milk Homogenizer Price For Sale High Pressure Homogenizer Machine
$3,700.00 - $3,800.00
Min Order: 1 set

BIOBASE China Homogenizer ultrasonic homogenizer price Hot Sale
$530.00
Min Order: 1 unit

Factory price emulsion mixer homogenizer high shear mixer disperser emulsifying homogenizer
$1,000.00 - $1,450.00
Min Order: 1 set

Milk Homogenizer Machine / High Pressure Homogenizer Price /1000 Lph Homogenizer
$2,800.00 - $3,000.00
Min Order: 1 set

Homogenizer/Milk homogenizer/small milk homogenizer machine price for sale
$2,000.00 - $2,400.00
Min Order: 1 unit

factory price high quality industrial dispersing homogenizer mixer high shear homogenization for paste
$700.00 - $750.00
Min Order: 1 set

High pressure homogenizer milk homogenizer price HONEST stainless steel milk ect liquid 2 years new tuv sgs automatic
$1,589.00 - $2,059.00
Min Order: 1 set

Nade JY92-IIN Lab Ultrasonic Price Probe Homogenizer Sonicator Cell Disruptor Ultrasound Homogenizer
$1,030.00 - $1,050.00
Min Order: 1 set

new design hot sale laboratory overhead stirrer electric benchtop lab mixer mechanical stirrer homogenizer cheap price
$20.00 - $176.00
Min Order: 1 piece


Better Homogenizer/Milk homogenizer/small milk homogenizer machine price for sale
$600.00 - $2,500.00
Min Order: 1 piece

Factory Price High Pressure Homogenizer Cream Fresh Milk Yogurt Homogenizer Machine Industrial Honey Juice Homogenizing
$2,900.00 - $3,000.00
Min Order: 1 set


Ultrasonic tissue homogenizer price homogenizer of milk stainless steel 304 support oem customized 1 year
$1,180.00 - $1,200.00
Min Order: 1 set

Factory Price High Pressure Homogenizer For Ice Cream / Milk Homogenizer Machine / Homogenizer For Milk
$1,805.00 - $2,345.00
Min Order: 1 set

low price homogenizer, milk homogenizer
$2,600.00 - $2,800.00
Min Order: 1 set


Ace Shampoo Production Line Liquid Soap Dispenser Mixer Making Machine Mixing Tank With Heater Milk Homogenizer Price
Ready to Ship
$2,900.00 - $3,000.00
Min Order: 1 set
Shipping per piece: $300.00
Barrel Volume (L): 4000

Lab Ultrasonic Price Probe Homogenizer Sonicator Cell Disruptor Ultrasound Homogenizer
$815.00 - $915.00
Min Order: 5 pieces

Hot sell Industrial pneumatic lifting high shear emulsifier mixer homogenizer price
$2,300.00 - $2,700.00
Min Order: 1 unit
Barrel Volume (L): 100
Ultrasonic cell disruptor/ultrasonic liquid processor /ultrasonic homogenizer price
$2,400.00 - $2,500.00
Min Order: 1 set
Barrel Volume (L): 100

Economy low price homogenizing type laboratory high speed homogenizer
$500.00
Min Order: 1 set
Barrel Volume (L): 10

high pressure homogenizer machine homogenizer price
$13,000.00
Min Order: 1 set

Stomacher Blender Lab Mixing Equipment Sterile Homogenizer price
$1,299.00 - $1,599.00
Min Order: 1 set

Digital Display Cosmetic Cream Lotion Shampoo Emulsion Emulsifying Lab High Shear Mixer Homogenizer Price
$800.00
Min Order: 1 unit
Barrel Volume (L): 20

Manufacturing Plaster Cheap Vacuum Mixer Emulsifying Machine With Homogenizer Low Price
$2,980.00 - $7,800.00
Min Order: 1 set
Barrel Volume (L): 1200

Factory price best quality rannie homogenizer
$1,000.00
Min Order: 1 set

Best Price Stainless Steel Emulsion Homogenizer
Ready to Ship
$579.00 - $599.00
Min Order: 1 set
Shipping per piece: $430.23

650w 1000w 2000w probe sonicator ultrasonic homogenizer price
$1,060.00 - $1,200.00
Min Order: 1 unit

1000ml Touch Screen Laboratory 1200w Liquid Ultrasonic Processor Homogenizer Price
$1,510.00 - $1,970.00
Min Order: 1 set
Barrel Volume (L): 1

Small 1000L 1500L Cream Milk Juice Yogurt Homogenizer Price
$3,300.00
Min Order: 1 set

Milk Homogenizer Price For Sale
$2,985.00
Min Order: 1 set

UP250 Portable Sonicator 250W 10-100ml Laboratory Ultrasonic Homogenizer Price
$1,645.00
Min Order: 1 set




























 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4